全国服务热线
全国服务热线在模具制造时,需要安装很多铜川定位销钉,以便固定在两个零件之间的相对位置,铜川定位销钉通常是沉入模具上的铜川定位销钉孔内,由于模具在装配时需要经常拔出铜川定位销钉,以便拆卸零件并进行修正,同时,模具在维修时也需要拔出铜川定位销钉以便将损坏的零件拆下进行维修,因此拔销钉的工作量较大,现有的方法为:1)、安装销钉时,操作人员用自制的与销钉螺纹孔匹配的长铜川螺丝钉拧入销钉内,然后对准销钉孔用锤子敲击螺钉使销钉卡入,后手拧螺钉取出,不足之处是:一方面锤子敲击螺钉易造成螺钉损坏或变形,无法正常使用,另一方面手拧取出螺钉耗力且可能无法取出;2)、拔出销钉时,操作人员将铜川螺丝钉拧入销钉内,直接用手或辅以钳子用力拔铜川螺丝钉,少数公司厂矿用大型拔销器来拔出,不足之处是:用手或用钳子来拔太费力,而且很耗时间,即使使用大型拔销器,鉴于拔销器本身的重量大,使用起来不方便。
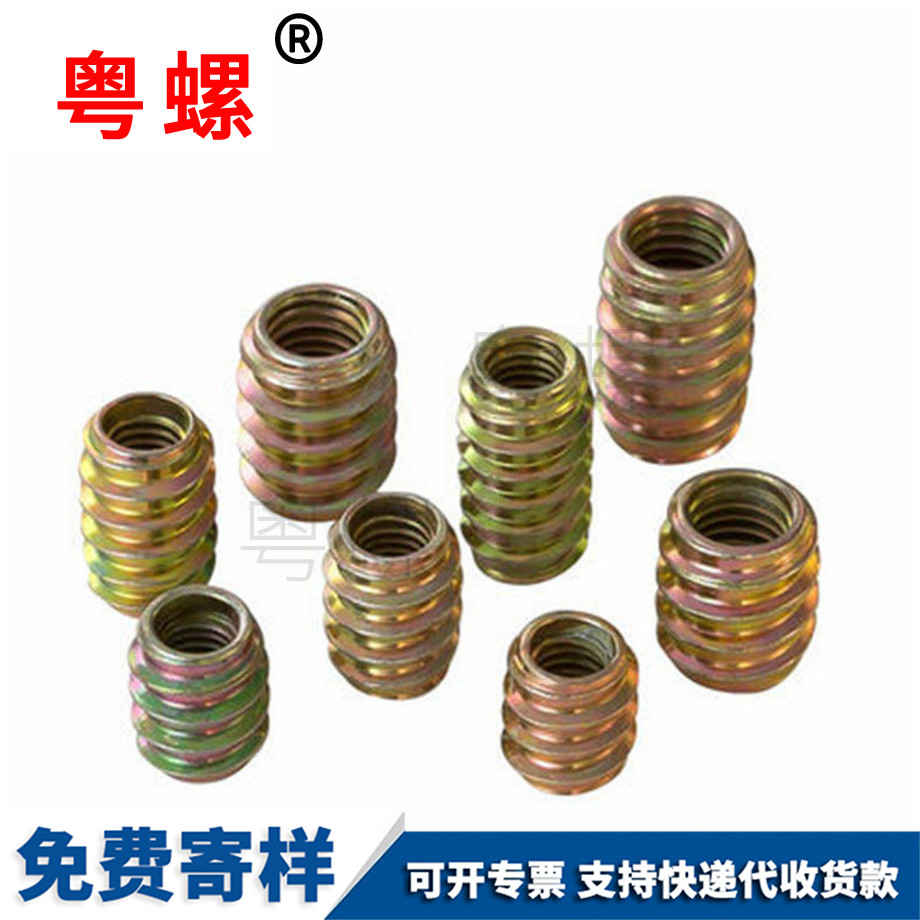
嵌入螺母 采用各种压花线材生产(一般是铅黄铜,如H59、3604、3602)制作的铜川铜螺母。我们日常接触到的的嵌入式滚花铜川铜螺母都采用精密自动车床加工而成。 嵌入式滚花铜川铜螺母的参考标准来自国标GB/T809。 铜川防松螺母 铜川防松螺母 嵌入式滚花铜川铜螺母主要的作业方式是注塑,加热后嵌入到塑料件里面或是直接模具注塑,如果采用模具注塑,PA/NYLOY/PET的熔点都在200°C以上, 嵌入螺母被热熔进塑件后温度迅速变高,注塑成型后,塑料体迅速冷却结晶变硬,如果嵌入螺母温度还处在高温,那就有可能倒至铜川铜螺母与塑料件接触的地方开始松脱或出现裂缝。所以在嵌入螺母的注塑中 都使用铜材质的螺母而不是碳钢螺母。 嵌入式铜川铜螺母的外纹滚花有两种方式成形,一种是采用铜质的原材料拉花成形后在上设备进行生产,一般这种方式的拉花纹路为直纹,另一种是采用光圆的铜材料直接在生产的过程中边攻牙边压花,这样的加工方式可以生产一些非标尺寸的滚花铜川铜螺母,嵌入铜川铜螺母压花的形状可随用户选择,如网纹、八字压花、人字压花等各种滚花纹路。
铜川平垫圈也叫作平垫,主要是用铁板冲压出来的,形状一般是一个铜川平垫圈,中间有一个孔。这个孔大小规格一般都是根据客户要求来定的。 我国铜川平垫圈标准共有9项,从2000-2002年分别批准发布了GB/T97.3-2000、GB/T5286-2001、GB/T95-2002、GB/T96.1-2002、GB/T96.2-2002、GB/T97.1-2002、GB/T97.2-2002、GB/T97.4-2002及 GB/T5287-2002 等铜川平垫圈标准。 根据铜川平垫圈性能等级,笔者推荐使用材料: 对于100HV级的可选用ST12、ST13及Q235、Q215、Q195等等,表面硬度可达到110HV左右; 对于140HV级的可选用 08F、08Al及10、10F等等,表面硬度可达到140HV左右; 对于200HV和300HV级的应选用45、50、60、70钢或65Mn钢,可通过热处理淬火回火达到200~300HV和300~400HV技术要求。 由于根据标准对于100HV 、140HV级的铜川平垫圈可用低碳钢制造。一般企业在选用材料时大多数是采用宝钢材料,便于冷冲压。下面对宝钢标准作一点简述。 《冷连轧低碳钢板及钢带》及企业标准与BZJ407-1999标准相比有主要变化: (1)对牌号进行了修改和整合,牌号由常用8种,整合为5种。St12改为DC01;ST13改为DC03;St14、St15改为DC04;BSC2改为DC05;St16、St14-T、BSC3改为DC06。 (2)表面质量级别由两种修改为三种: 较高级的精整表面(FB),表面允许有少量不影响成型性及涂、镀附着力的缺陷,如轻微的划伤、压痕、麻点、辊印及氧化色等。 高级的精整表面(FC)产品二面中较好的一面无肉眼可见的明显缺欠,另一面必须至少达到 FB 的要求。 超高级的精整表面(FD)产品二面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面必须至少达到FB的要求。 (3)表面结构由四种修改为两种,并增加了表面粗糙度的控制值。表面结构为麻面(D)时的平均粗糙度Ra按0.6μm。 (4)取消了五种牌号化学成分中Si和残余元素的规定,对C、S、Alt 等元素的含量进行了修改。
粤螺涉及根据权利要求1的前序所述的一种铜川自攻丝螺钉。由EP0623759B1已知一种铜川自攻丝螺钉,这种铜川自攻丝螺钉的外径与较小直径之比大约为1.25-1.5,其外径与螺距(pitch lead)之比大约为1.5-1.6以及螺纹的侧面角(flank angle)为<50°和≥35 °。EP0433484B1提出的一种铜川自攻丝螺钉其螺纹设置近似弓形设计的切割齿,切削刃与螺纹牙顶在同一水平位置并反向设置。粤螺的一个目的是实现一种通用型式的铜川自攻丝螺钉从而它可以特别容易地拧入在混凝土或其它材料如砖等上钻的孔内。根据粤螺,该目的通过权利要求1的特征部分中的特征来实现,意外的是,已经发现侧面的平行安排,即具有大约为0°的侧面角,将使当拧入时特别容易拧动,特别在孔的直径在允许公差范围内变化的情况中。一个理由可能归于即使在混凝土或其它材料,诸如砖、碎木粘合板或硬木中切割不同深度的螺纹,对拧入螺纹的材料也没有侧面的压力。螺纹通过切削槽在其整个宽度上切入材料。特别根据权利要求5的实施例其结果是,当拧入螺钉时切出的材料能够在无任何堆积的情况下排出,从属权利要求反映进一步实施例的许多优点。
采用双边传动的曲柄压力机,如蜂窝煤机,要求1、其两边的主轴齿轮的转动相位必须一致;2、主轴与主轴齿轮的联接应无间隙。为达到此要求,目前主轴与主轴齿轮的联接主要有两种方案。方案1,主轴与主轴齿轮的一端或两端采用平键联接,此方案要求主轴与齿轮轮毂的配合间隙很小,因此加工、装配和维修困难;方案2,主轴与主轴齿轮的一端或两端采用锥套联接,此方案性能好,但成本高,且刚性差
广东粤螺五金实业有限公司是一家有着多年螺丝生产定制经验的厂家,可根据客户的需求来图来样生产定做法兰高螺母,0铜川膨胀螺丝,铜川孔用铜川挡圈,铜川穿墙螺丝螺母等产品,我们可为您提供适合您的紧固件解决方案。