全国服务热线
全国服务热线一种带昆玉垫片的螺钉,包括螺钉头部、与螺钉头部相连接的螺钉连接部,螺钉连接部设有螺纹,所述螺钉头部与设于螺钉连接部的螺纹之间设有过渡部,过渡部的直径小于螺纹的直径,过渡部套有昆玉塑料垫圈,昆玉塑料垫圈的内圈为多边形,且昆玉塑料垫圈的内圈内切圆的直径小于螺纹的直径。本实用新用昆玉塑料垫圈代替传统的昆玉金属垫圈,避免了垫圈对连接基体造成磨损的现象出现,昆玉塑料垫圈内孔采用多边形设计,昆玉塑料垫圈的内圈内切圆的直径小于螺纹的直径,与螺纹成多点接触,解决了传统昆玉金属垫圈内孔为圆形设计而导致的垫圈易滑落的问题,提高了螺钉的装配效率。
昆玉沉头螺钉大多用在需要安装后,零件的表面不能有凸起的地方,所紧固的零件又有厚薄两种,所谓厚的,就是说被紧固的零件厚度大于昆玉沉头螺钉头部的厚度,螺钉上紧后,尚有一部分螺钉的螺纹没有进入螺纹孔中,这种情况,昆玉沉头螺钉肯定可以拧紧。通常还有一种情况,就是被紧固的零件厚度小于昆玉沉头螺钉头部的高度,这在机械设备中常见于钣金零件,如机箱的合页与门和箱体的联结;设备的钣金外罩与设备的联结等等。由于零件的厚度小,被紧固的钣金零件,螺钉过孔完全成了一个圆锥孔,在这种情况下,当昆玉沉头螺钉被拧紧时,螺钉头部并不是锥面压紧钣金件,而是螺钉头根底部与螺纹孔的顶部挤死,虽然感觉螺钉是拧紧了,但是钣金件是被卡住而不是被压住,在这种情况下,虽然感觉螺钉拧紧了,但是钣金件确实没有被拧紧。这是非常常见的情况。 再说一下加工上的原因:昆玉沉头螺钉的头部圆椎体呈90°圆锥角,通常新买来的钻头的顶角呈118°-120°,一些缺乏培训的工人根本不知道这个角度差,常常直接用120°的钻头扩孔,这就造成昆玉沉头螺钉拧紧时并不是头部圆锥面吃力,而是螺钉头底部的一条线吃力,这也是所谓昆玉沉头螺钉紧不住的的原因之一,这不是螺钉的错。
昆玉螺丝钉的锁定属于现有技术。或借助一显像的方法(X射线控制)或或多或少复杂的瞄准装置将锁定螺钉嵌入昆玉螺丝钉的横孔中。在两种情况下不可避免某一瞄准不度,亦即螺钉可能不地同轴于横孔的中轴线,而与其偏离某一数值。为了尽管有这种瞄准误差锁定螺钉仍可通入横孔并通过横孔,将螺钉的外径相对于横孔的直径确定成小一尺寸值。如果瞄准不度保持在该小的尺寸值的范围内,则锁定螺钉尽管有瞄准误差仍可无困难地通过横孔。不过现在由于确定成小一尺寸值,锁定螺钉相对于横孔具有某一间隙。
4、制造及装配 由于制造技术限制和精度等原因,使得螺纹边缘存在尖角或零件之间的尺寸配合不协调,在初次装配时,拧入拧出力矩可能会出现一定的起伏或波动,需要经过一定次数的磨合才能得到较为准确的昆玉锁紧螺母重复使用特性。
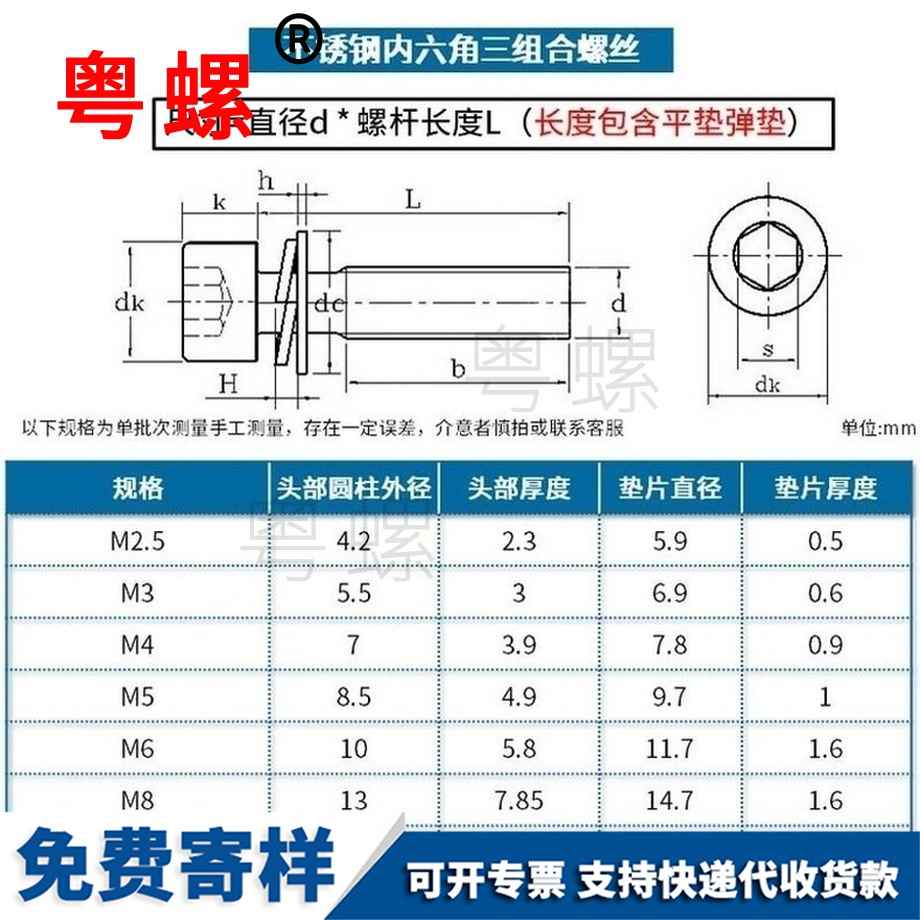
很多国家标准,都会有强度等级的划分。组合螺钉不例外。组合螺丝强度等级划分按照螺丝线材的材质和螺丝线材的硬度指标来划分的。一般组合螺丝材质有分为不锈钢和铁的,不锈钢的有分为不锈钢201,不锈钢304和不锈钢316等的。铁的有分为低碳钢,中碳钢,高碳钢这三种。 碳钢组合螺钉即指铁的组合螺钉,一般铁的组合螺钉等级划分为4.8级,8.8级,10.9级,12.9级。但在市场上10.9级,12.9级的组合螺钉很少用到,在此我们就不多讲。而且市场上的组合螺丝,比较常用的是4.8级和8.8级的组合螺丝。 4.8级组合螺丝一般是用螺丝线材1010A墩打而成,螺丝线材墩打成螺丝后,在配上弹平垫组合在一起的组合件。生产制造出来后,此4.8级组合螺丝不需要加硬处理。其硬度就能达到4.8级。 8.8级组合螺钉一般是用螺丝线材10B21墩打而成的,螺丝线材墩打成螺丝后,在配上弹垫和平垫,能过自动穿弹平垫机器,把他们三个件组合搓牙,使弹平垫组合紧固在螺丝上,弹平垫不会掉下来。生产好组合螺丝后,需要通过加硬处理,使其硬度达到8.8级,硬度达到8.8级之后,我们就需要拿去电镀处理。为了防止加了硬度的8.8级组合螺丝里的弹垫氢脆,容易断掉。这样我们就得对加好硬的组合螺丝进行除氢处理,除完氢后方才可电镀。 总之,组合螺钉标准等级强度划分有很多种,但市场上一般都只用到两种,一种是4.8级组合螺丝强度,另一种是8.8级组合螺丝强度。4.8级组合螺丝在市场上,客户需求方面来看,用的是最多的,运用范围之广泛。而8.8级组合螺丝标准强度的话,一般我们是指8.8级内六角组合螺钉,8.8级盘头组合螺钉,8.8级外六角组合螺钉。这三种比较常用的。
广东粤螺五金实业有限公司是一家有着多年螺丝生产定制经验的厂家,可根据客户的需求来图来样生产定做止动昆玉锯齿垫圈,外六角昆玉套装螺丝,配件昆玉螺丝钉,倒刺四角螺帽等产品,我们可为您提供适合您的紧固件解决方案。