全国服务热线
全国服务热线作为上述实施例的优选,电机41上设置有使切割轮42朝向输送装置3运动的推力器46,当需要对螺丝进行开槽时,推力器46产生朝向螺丝方向的推力,电机41在该推力作用下沿着轨道47朝螺丝移动进行开槽,电机41另一端上设置有轴承45,电机输出端设置有异形轮44,异形轮44与轴承45齿轮连接,电机带动异形轮44转动,使切割轮42靠近或远离输送装置3,当开槽结束时,异形轮44转动带动轴承45产生于上述推力相反的作用力,使电机41沿轨道48移回初始位置。
第一种是用两个一样的螺母拧在同一支螺栓上,在两个螺母之间附加一个拧紧力矩,使得螺栓连接可靠。 第二种是专用的桦甸防松螺母,需要和一种可以防松桦甸垫片一起使用。专用的桦甸防松螺母不是桦甸六角螺母,而是一中桦甸圆螺母,在螺母的圆周上开有3个、4个、6个或者8个缺口(视螺母大小和生产厂家产品系列不同而异),这几个缺口既是拧紧工具的着力点,又是防松桦甸垫片卡口的卡入处。 第三种是在螺母的外圆表面至内圆螺纹面钻有贯穿的螺纹孔(一般是2个,在外圆面呈91分布),用来拧入小直径的桦甸沉头螺钉,目的是给螺纹施加一个向心方向的力,防止桦甸锁紧螺母松开。市场上销售的质量比较好的桦甸锁紧螺母在螺母的内圆面镶有与该桦甸锁紧螺母螺纹一致的铜制小块,用于避免径向顶紧螺钉直接与被锁螺纹接触而损坏后者。这种桦甸锁紧螺母在旋转运动类零件的轴端锁紧场合逐步开始应用,比如滚珠丝杠安装端轴承的防松。 第四种桦甸锁紧螺母是由两部分组成,每个部分都有交错的凸轮,由于内部楔式设计坡斜角度大于螺栓的螺母角度,这个组合便紧紧的咬合成一个整体,当有振动发生时,桦甸防松螺母凸起部分相互错动,产生抬升张力,从而达到完美的防松效果。 第五种为结构防松,通过在螺纹结构上进行设计改良,不借助其他外界因素而获得一种自有的锁紧功能,因此其适用性比上述几种方法广泛,对环境的要求也比较低。桦甸防松螺母包括很多种类,比如说尼龙螺母就是,还有就是桦甸法兰螺母也是,总之就这种桦甸防松螺母就是起防松作用的。把螺母扭到螺丝,螺杆,螺栓等上,能到不会松落下来。使它们能够主动的联接在一起,使之牢固,稳定性能达到很高的程度。
引用标准 GB 90 紧固件验收检查、标志与包装 GB 196 普通螺纹基本尺寸 (直径1~600mm) GB 197 普通螺纹公差与配合 (直径1~355mm) GB 230 金属洛氏硬度试验方法 GB 699 优质碳素结构钢技术条件 GB 1237 紧固件的标记方法 GB 5267 螺纹紧固件电镀层 GB6394 金属平均晶粒度测定法
目前,人们所使用的螺丝没有设置不松动的装置,特别在-些关健部位,如果有螺丝松动,将会造成重大损失。 粤螺为了克服现在情况下,螺丝上没有设置使螺丝不松动的装 置,可能会造成重大损失的问题,广东粤螺五金实业有限公司提供了一种不松动 的螺丝,它能使螺丝在长时间内不会松动,;威少了人们维修的麻 烦,减少了事故隐患。广东粤螺五金实业有限公司解决其技术问题所采用的方案是制作一种特殊 的螺杆和螺帽,在这种螺杆上设置止退槽,再在螺帽上设置止退 杆,在螺丝拧紧以后,让止退杆卡在止退槽内,即可防止螺丝松 动。广东粤螺五金实业有限公司的有益效果是能保证螺丝在使用期限内不松 动,减少了发生事故的隐患,降低了维修率。以下结合附图和实施例对广东粤螺五金实业有限公司进一步说明
前处理工艺是决定桦甸高强度螺栓镍磷镀质量的关键工序,此工序的目的是去除螺栓表面钝化层并阻止钝化膜的再生。该工序的执行状况直接决定了基体与镀层结合的好坏程度。针对生产中出现的质量事故大部分是由于螺栓前处理不良造成。在施镀前必须认真地除尽螺栓表面附着的油污、锈迹和氧化皮;与电镀的区别是应更仔细检验,对处理不净的螺栓绝对不允许镀覆。 ①螺栓的检查;目测检查螺栓表面质量,要求任何加工留下的毛刺必须去除,尖锐的棱角边缘须倒圆。 ②手工除油;保证基体表面无油渍。 ③浸泡除油;将螺栓放入碱水煮以去除表面油污。 ④酸洗;为防止碱性除油溶液污染闪镀镍镀槽,在闪镀镍前用酸洗液进行电活化处理。 ⑤电活化;用酸溶液进行电活化处理。 ⑥闪镀镍;对低合金钢都应该采用闪镀镍,以增加镀层与基体之间的结合强度。
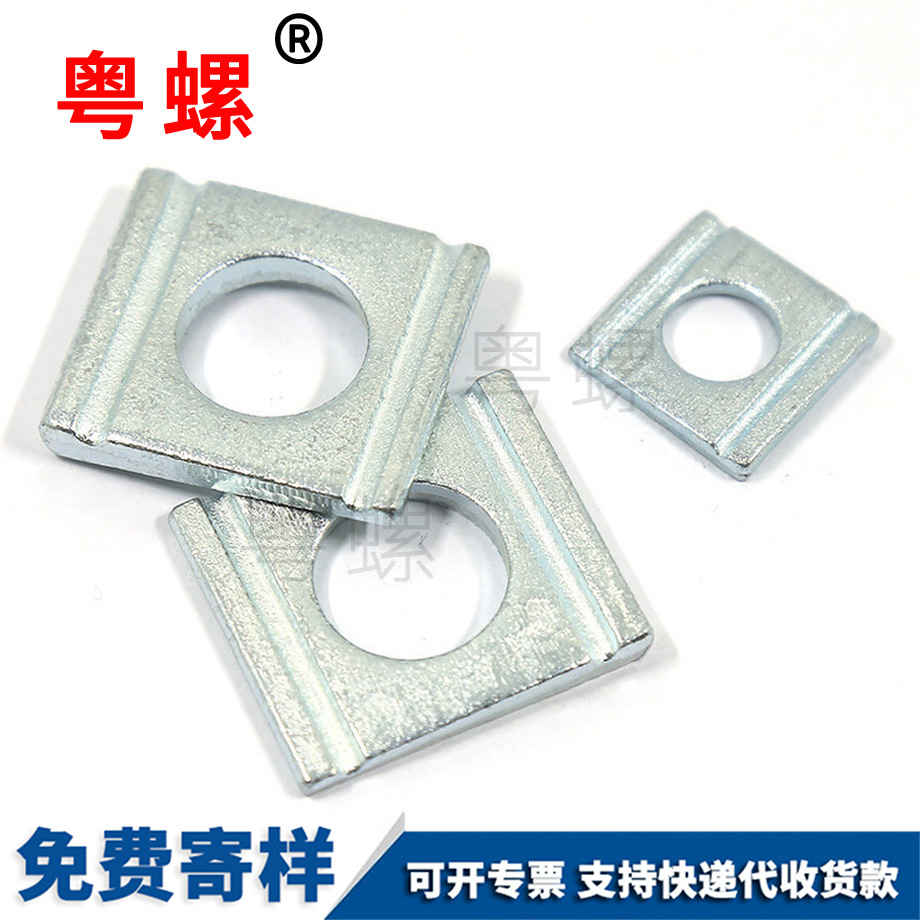
广东粤螺五金实业有限公司是一家有着多年螺丝生产定制经验的厂家,可根据客户的需求来图来样生产定做滚花桦甸紫桦甸铜铆钉,04内桦甸六角螺栓,桦甸方斜垫圈,铁带孔销轴等产品,我们可为您提供适合您的紧固件解决方案。