全国服务热线
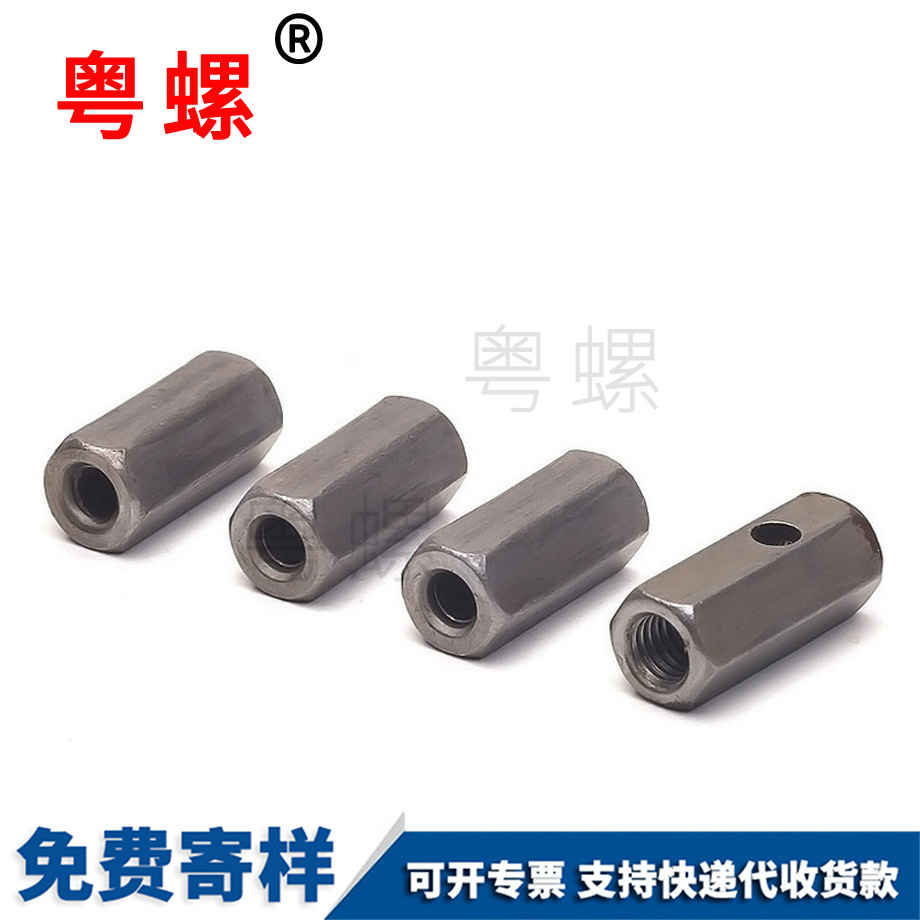
全国服务热线朝阳压铆螺母的优势:1、实现了距离范围的长度保证,大大简化了装配过程,并加快装配式间距面板和配件的生产进度;2、板材背面保持完全嵌平,同时保证了朝阳螺母柱头部与板材平面光滑;3、原材料采用易切削铁或易切削不锈钢;朝阳压铆螺母柱应用技术指南:1、选用朝阳螺母柱时,必须根据所用板材的厚度,确实尺寸范围,低碳钢板材硬度必须小于70RB,不锈钢板材硬度必须小于80RB。2、易切削铁表面进行处理,不锈钢保持原色,用户可根据需要按表中型号规格定货,也可根据需要特别订制。3、板材孔尺寸必须照0-+0.075mm的公差尺寸进行加工,建议冲孔。4、安装必须通过“压铆”作业实现,切不能冲击敲入。5、材料选用不锈钢时,尾部号用“S”注明。6、朝阳螺母柱端面为直纹齿的用“C”表示。7、通孔朝阳螺母柱长度10mm以下皆为满丝,在10mm以上可六角端面方(Ⅰ型)或圆端面方面扩孔(Ⅱ型)。
检验方法 螺丝表面检验有分为两种,一种是螺丝生产好后没电镀之前的检验,另一种是螺丝电镀好后的检验,也就是说螺丝加硬后,螺丝表面处理好后的检验。螺丝生产好后没电镀之前,我们对螺丝进行尺寸,公差等各方面的检验。看有没有达到国家标准或客户要求。螺丝表面处理后,我们所电镀好的螺丝进行检验,主要检验电镀的颜色和有没有坏螺丝等。这样我们送螺丝货给客户时,客户收货时才能顺利过关。螺丝处理后的检验: 一、外观质量要求 螺丝外观的检验是从外观,电镀层等各方面进行检验。 二,螺丝镀层厚度的检验 1、量具法 所用量具有千分尺、游标卡尺、塞规等。 2、磁性法 磁性法测量镀膜层厚度,是用磁性测厚仪对磁性基体上的非磁性镀膜层进行的非破坏性测量。 3、显微镜法 显微镜法有称为金相法,它是将经过浸蚀的紧固件,放在具有测微目镜的金相显微镜上放大,测量断面上镀层的厚度。 4、计时液流法 计时液流法是用能使镀层溶解的溶液流注在镀层的局部表面上,根据局部镀层溶解完毕所需要的时间,来计算镀层的厚度。还有镀层点滴法、阳极溶解库仑法等。 三、螺丝镀层附着强度的检验 评定镀层与基体金属附着力的方法很多,通常有以下几种。 1、摩擦抛光试验;2、锉刀法试验;3、划痕法;4、弯曲试验;5、热震试验;6、挤压法。 四、朝阳螺丝钉镀层耐腐蚀的检验 镀层耐腐蚀的检验方法有:大气爆晒试验;中性盐雾试验(NSS试验);醋酸盐雾试验(ASS试验)、铜加速醋酸盐雾试验(CASS试验);以及腐蚀膏腐蚀试验(CORR试验)和溶液点滴腐蚀试验;浸渍试验、间浸腐蚀试验等等。
地铁隧道按区间隧道断面形状可以分为矩形、拱形、圆形、和椭圆形等端面形式,矩形端面可分为单跨、双跨及多跨种类,圆形断面可分为单圆和多圆两种类型,地铁隧道需要通过螺栓安装机电设备,将T形螺栓插入到地铁隧道盾构板上预设的孔洞,之后进行浇注固定,然而现地铁隧道内机电设备安装时所用的连接朝阳T型螺栓平滑,接触面小,安装在盾构片内的螺栓容易脱落,导致安装的设备掉落损坏或者对隧道内过往的行人或者车辆造成损失,因此需要对目前的螺栓作进一步的改进。
但对一些薄壁零件(例如厚度在1mm以下的金属材料零件),在工位器具上采用圆柱销和削边朝阳定位销相结合为定位方式,在机械抓手自动抓取的过程中存在着许多弊病,如果要满足定位精度,零件放入工位器具也不方便,而机械抓手的抓取零件也不方便,抓取零件时容易引起朝阳定位销勾零件现象,要获得放取自如,只有放弃销和孔的定位配合精度,但在设备装配过程中,由于定位精度差会造成另一种现象的出现,即:机械抓手上的朝阳定位销对不准工位器具的定位孔,使设备频繁报错。如图2所示,当机械抓手抓取有倾斜角度的薄壁零件时,如果使用圆柱销,则其圆柱形销头与零件定位孔须有较大间隙,即零件定位孔直径A必须大于圆柱形销头的直径B的较多,才可取放零件。
上述的螺母配上螺丝若作为一种能防止他人拆卸的紧固件——如用于安装铁门-钢窗时,人们通常采取先将螺母扭紧、然后再用焊机将螺母与螺丝焊死或者用工具将螺丝上的螺纹打花的做法来防止螺母松动。由此可见,这种做法是很不方便的。
广东粤螺五金实业有限公司是一家有着多年螺丝生产定制经验的厂家,可根据客户的需求来图来样生产定做牙条螺栓,内外牙螺柱,朝阳长螺母,套装组合/螺杆螺帽等产品,我们可为您提供适合您的紧固件解决方案。